






1. مقدمه
با پیشرفت تکنولوژی استفاده از تجهیزات التراسونیک پیشرفته به عنوان جایگزین آزمون رادیوگرافی برای بررسی جوش مورد اقبال بسیاری از شرکتها و کارفرمایان قرارگرفته و در حال گسترش است و برای انجام مقایسه عملی بهترین روش ترسیم POD روشهای مختلف NDT میباشد.
مطلب زیر حاصل بررسی کارشناسان سایتهای معتبر بین المللی میباشد.
2. روش ترسیم نمودار POD
برای توصیف توانایی یک تکنیک NDT در آشکار کردن عیوب، منحنی POD مورد استفاده قرار می گیرد. اما نکته قابل توجه اینکه POD روشهای مختلف NDT در عیوب مختلف متفاوت است. بنابراین برای کسب نتیجه بهتر میبایست انواع عیوب بررسی گردد و در انتها نمودار حاصل گردد. در مرحله اول انواع مختلف عیوب بررسی گردیده و سپس عیوب از نوع نقص ذوب(Lack of fusion ) و تخلخل (Porosity) مورد بررسی قرار میگیرد.
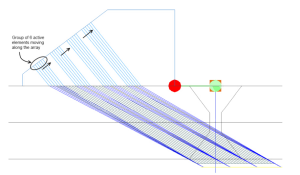
این نمودارها شامل 3 منحنی به شرح زیر است
- بهترین احتمال صحیح (خط ضخیم)
- اطمینان 95٪ (خط نازک)
- منحنی 1 مرجع رادیوگرافی (خط نقطه چین )
با در نظر گرفتن پارامتر شدت عیوب غالب در تمام POD روش های مختلف NDT ، منحنی به عنوان تابعی از ارتفاع عیوب ترسیم شده است.
3. روش های NDT مورد استفاده
در بررسی POD روشهای مختلف NDT انجام شده از روشهای مختلف استفاده شده است.
1 . التراسونیک سنتی(UT) جهت ثبت علایم عیوب ناشی از صوت بازگشتی(Reflection)
2. التراسونیک پیشرفته TOFD جهت ثبت علایم عیوب ناشی از پراش صوتی (Diffraction)
3. رادیوگرافی با اشعه ایکس (RT) جهت ثبت علایم ناشی از تفاوت جذب مواد مختلف.
4. نمودار های بدست آمده
4.1. نمودار a حاصل روش رادیوگرافی روی انواع عیوب ( 3414 مشاهده)
نمودار زیر حاصل انجام تست روی 601 عیب و انجام 3414 بار مشاهده است که توسط روش رادیوگرافی انجام شده است.
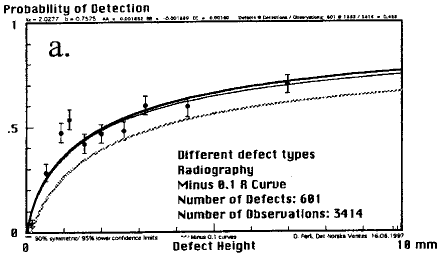
4.2. نمودار b حاصل روش رادیوگرافی روی انواع عیوب ( مشاهده تصادفی)
نمودار زیر حاصل انجام تست روی 153 عدد نمونه مشاهده به صورت تصادفی انتخاب شده است.
همانطور که مشاهده میشود خط حد اطمینان 95 درصد بسیار نزدیک به منحنی منهای 0.1 است و هنوز هم الزامات برای روش مرجع را برآورده میکند.
به این ترتیب شکل b نشان می دهد نمونه های متعدد مشاهدات برای برآورده شدن معیار لازم است.
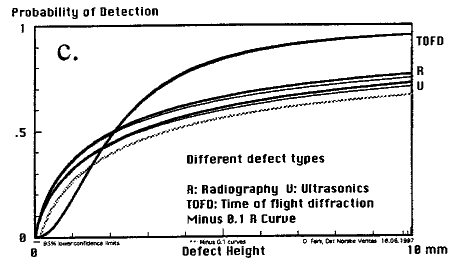
4.3. نمودار c حاصل بررسی با 3 روش تمام عیوب احتمالی
نمودار نشان دهنده منحنی مقایسه ای برای تمام عیوب احتمالی تا ارتفاع 10میلیمتر در جوش های محیطی می باشد.
مشاهده می شود روش TOFD با فاصله زیادی در مقایسه با التراسونیک معمول و رادیوگرافی بالاترین احتمال یافتن عیوب را دارد و رادیوگرافی با فاصله کمی نسبت به التراسونیک احتمال بالاتری دارد.
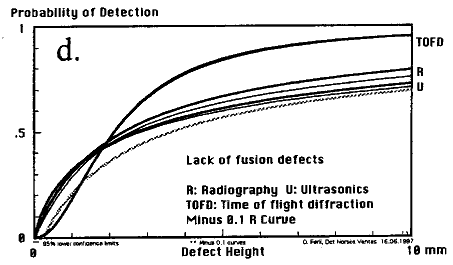
4.4. نمودار d حاصل بررسی LOF
این نمودار منحنی مقایسه ای برای عیب Lack of Fusion در جوش های محیطی خط لوله می باشد.
در مقایسه با التراسونیک معمول و رادیوگرافی، روش TOFD بالاترین احتمال یافتن عیوب را دارد و این عدد نزدیک 95% است.
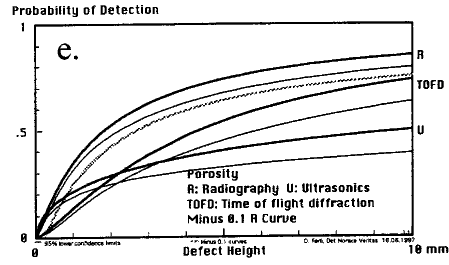
4.5. نمودار e حاصل بررسی Porosity
این نمودار نشان دهنده منحنی مقایسه ای برای عیب Porosity در جوش های محیطی خط لوله می باشد.
در نمودار واضح است روش رادیوگرافی بالاترین احتمال یافتن عیب تخلل را دارد، به شکلی که با افزایش ارتفاع عیب احتمال یافتن آن در روش TOFD افزایش می یابد.
در نمودار مشخص است این مقدار شدت صوت التراسونیک نیازهای معیار پذیرش را برآورده نکرده و برای آشکار کردن این عیوب بوسیله التراسونیک باید از حساسیت های بالاتر استفاده شود.
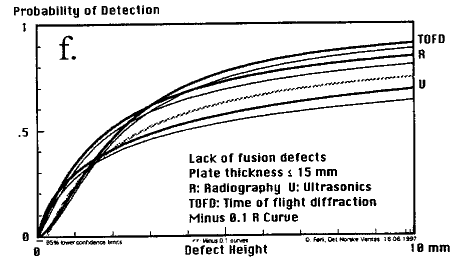
4.6. نمودار f حاصل بررسی LOF ضخامت کمتر از 15 میلیمتر
نمودار نشان دهنده منحنی مقایسه ای برای عیب Lack of Fusion در ضخامتهای ورق کمتر از 15 میلیمتر (متوسط 13 میلیمتر) جوش های محیطی خط لوله می باشد.
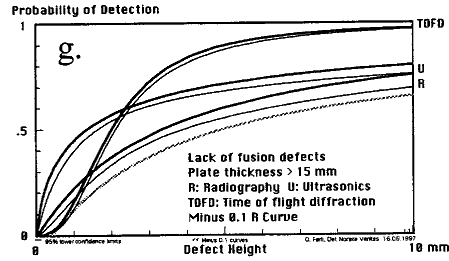
4.7. نمودار g حاصل بررسی LOF ضخامت بیشتراز 15 میلیمتر
نمودار نشان دهنده منحنی مقایسه ای برای عیب Lack of Fusion در ضخامتهای ورق بیشتر از 15 میلیمتر (متوسط 18 میلیمتر) جوش های محیطی خط لوله می باشد. در هر دو نمونه گیری، TOFD نسبت به دو روش دیگر مزیت دارد.
مشاهده می شود در ضخامت های پایین التراسونیک توانایی پایین تر و در ضخامت بالاتر نسبت به رادیوگرافی مزیت دارد.
همچنین مشاهده میشود روش TOFD در هر دو ضخامت نسبت به رادیوگرافی و التراسونیک برتری دارد.
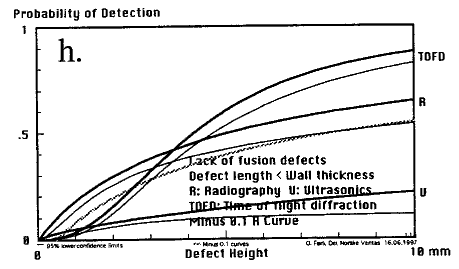
4.8. نمودار h حاصل بررسی عیوب با طول کمتر از یک ضخامت
نمودار نشان دهنده منحنی مقایسه ای برای عیب Lack of Fusion با طول کمتر از ضخامت جوش های محیطی خط لوله می باشد. مشاهده می شود التراسونیک کمترین و TOFD بیشترین توانایی را دارا می باشد
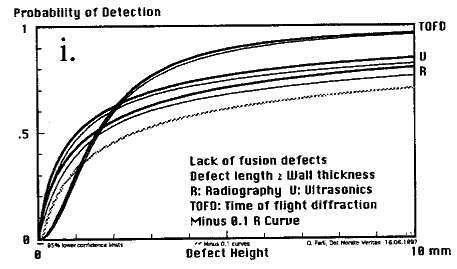
4.9. نمودار i حاصل بررسی عیوب با طول بیشتر از یک ضخامت
نمودار زیر نشان دهنده منحنی مقایسه ای برای عیب Lack of Fusion با طول بیشتر از ضخامت جوش های محیطی خط لوله می باشد.
مشاهده می شود رادیوگرافی کمترین و TOFD بیشترین توانایی را دارا می باشد
5. نتیجه گیری
- معیار پذیرش مناسب: باید با در نظر گرفتن توانایی و POD روش های مختلف انتخاب شود.
- خطای تفسیر: در صورت عدم انتخاب مناسب، نتیجه نهایی رد و پذیرش سرجوشها با خطای زیادی همراه خواهد بود.
- انتخاب روش مناسب: در درجه اول باید ضخامت لوله و سپس اهمیت عیوب در نظر گرفته شود .
- ترکیب روشها: برای افزایش احتمال یافتن، صحت تشخیص و اندازه گیری، بهتر است از ترکیب روشها استفاده شود.
- تفاوت توانمندی: تشخیص توانایی یک روش صرفا با استناد به یک عیب صحیح نیست و روش های مختلف نسبت به عیوب مختلف توانمندی متفاوتی دارند.




