یکی از تست های غیر مخرب می باشد که در بازرسی انواع قطعات به ویژه قطعات جوشکاری شده، کاربرد دارد.
امواج صوت با فرکانس بالا در قطعه مورد تست هدایت شده و عیوب سطحی و زیر سطحی را آشکار میکنند. امواج صوتی با مقداری تضعیف انرژی از ماده میگذرد و با برخورد به مرز دو ماده متفاوت منعکس میشوند. موج برگشتی، دریافت و برای تشخیص موقعیت و نوع عیب آنالیز می گردد. این روش با نام آزمون فرا صوتی نیز شناخته می شود.
امواج التراسونیک (UT) اغلب بصورت کامل در مرز فلز- گاز منعکس میشود. در مرز فلز-مایع یا فلز-جامد بازتاب غیرکامل رخ میدهد که با توجه به تفاوت نسبت بعضی از خواص ماده، درصد مشخصی از انرژی بازتاب می شود.
ترک ها(Crack)، تورق ها(lamination)، عیوب انقباضی(shrinkage) ، حفره ها(cavities) ، ترکیدگی ها(burst)، پوسته شدگی ها(flake)، خلل و فرج(pore) ، پیوستگی ناقص (bonding fault ) و دیگر ناپیوستگی هایی که میتوانند مانند مرز فلز-گاز رفتار کنند به آسانی قابل تشخیص هستند. همچنین ناخالصی ها و دیگر موارد ناشی از عدم یکنواختی فلزات تحت تست، بعلت وجود مقداری بازتاب، تفرق امواج التراسونیک و یا تولید بعضی دیگر از انواع امواج التراسونیک قابل تشخیص می باشد.

آزمون التراسونیک(UT) جهت تست مواد و کنترل کیفیت در تمام صنایع بزرگ کاربرد دارد. تست التراسونیک اجزاء ریخته گری، نورد، آهنگری، اتصالات جوش، اجزای الکتریکی و الکترونیکی، تولید و ساخت فولاد، الومینیوم، تیتانیوم، ساخت سازه ها، نظیر مخازن تحت فشار، کشتی ها، پل ها، وسایل نقلیه ،ماشین آلات، موتورهای جت میباشد .
تست التراسونیک حین سرویس جهت تعمیر و نگهداری پیشگیرانه، برای تشخیص شکست قریب الوقوع ریل های راه آهن ، ستون های تحت فشار، شفت های دوار، تجهیزات معدن و سایر ماشین آلات مورد استفاده قرار می گیرد.
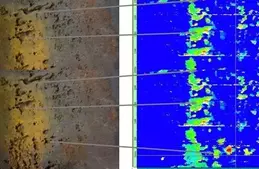
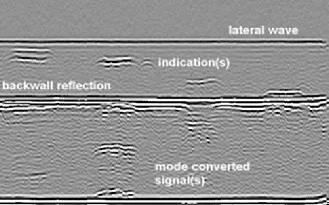
عیوب نشان داده شده شامل موارد زیر می باشد:
عیوب ممکن است به صورت ذاتی در مواد خام وجود داشته باشد که ناشی از عملیات تولید و عملیات حرارتی میباشد. یا ممکن ناشی از خستگی در حین سرویس، خوردگی و یا دیگر عوامل باشد. همچنین تست التراسونیک جهت ضخامت سنجی مقاطع فلزی استفاده می شود.